












SpectraAlyzer DAIRY/ For dairy analysis
Feasibility
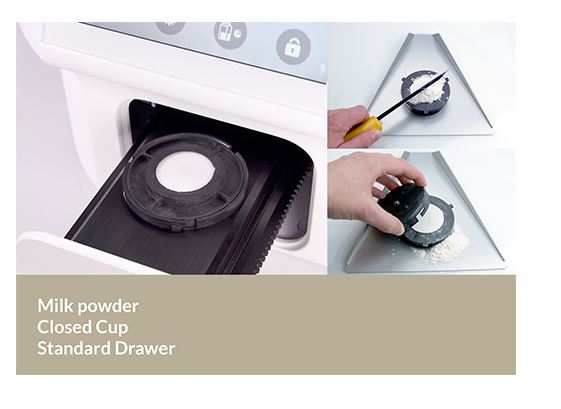
SpectraAlyzer analytical solutions for Milk powder analysis
Problem
Optimization of processing tolerances during the production of skim milk powder
Objective
Maximize profit by increasing water content in milk powder, decreasing labour costs and improving product quality
Situation
| Production Plant | 250 d/a |
| Production Plant | 20 h/d |
| Milk Powder production | 2000 kg/h |
| Total Production | 10000 t/a |
Product specifications
| Water content | 3,7 % |
| Permitted Water content | 4,0 % |
| Safety difference | 0,3 % |
Solution
The monitoring of the water content in skim milk powder with NIR technology allows the continuous production of skim milk powder with a water content of for example 3,9 % instead of 3,7 %.
Result
Savings in production costs per year: raw material and wages
Production cost reduction per year:
- 20 t skim milk powder will be saved per year
Skim milk powder savings / year – € 40.000
- Less routine production analysis is necessary
- Cost for reduced labour to be quantified
Technical data
SpectraAlyzer DAIRY 110-A100-17
Design
| For dairy products | |
| Spectral range | 800 – 2400 nm |
| Dual beam system, Sample / Reference measurement | |
| High signal to noise ratio | > 150.000:1 |
| Large expandable internal memory for calibrations, methods and history results | |
| Auto-diagnostics | |
| Graphical user interface, projected capacitive glass touch panel | |
Accessories
| Standard calibrations | Included |
| Keyboard | As optional accessory |
| Barcode reader | As optional accessory |
| Printer | Thermal ticket or office type printer as optional accessory |
| AWX | Application worx, chemometric software package |
Specifications
| Screen | TFT 800 x 480 pixel |
| Power requirements | min. 90 V AC (50 – 60 Hz), max. 260 V AC (50 – 60 Hz), 220VA |
| Operating temperature | 5 °C – 40 °C non-condensing |
| Interfaces | 1 x front USB 2.0, 3 x USB 2.0, 2 x RS232, Ethernet, Audio out |
| Dimensions | Height: 310 mm / Width: 300 mm / Depth: 480 mm |
| Weight | 17 kg |







